
「もっと安く作れないか」 顧客からのコストダウン要求に対し、単に加工賃を削るだけでは限界があります。そこで重要になるのが、製品の機能を維持(あるいは向上)させながらコストを下げる「VA(価値分析)/VE(価値工学)」の視点です。
板金加工におけるコストの8割は「設計」で決まると言っても過言ではありません。今回は、現場の工数を劇的に減らし、利益を最大化するための設計ポイントを解説します。
1. 「溶接」を「曲げ」に置き換える
板金加工において、最もコスト(工数)がかかる工程の一つが溶接です。溶接は作業時間だけでなく、その後の「歪み取り」や「仕上げ」にも多大な時間を要します。
- 一体化設計: 2つの部品を溶接で繋ぐのではなく、1枚の板から「曲げ」で形を作れないか検討します。
- コストへの影響: 溶接箇所を一つ減らすだけで、人件費だけでなく、サンダー仕上げなどの付随作業もゼロになり、劇的なコストダウンに直結します。
2. 「金型」を意識した形状設計
設計図面上の形状が、自社の保有する標準的な金型で加工できるかどうか。これは、段取り時間と品質に直結するVA/VEの要です。
- 特殊形状を避ける: 特殊なR曲げや、金型が入り込まないような狭い箇所の曲げは、専用の治具製作や特殊な段取りを発生させます。
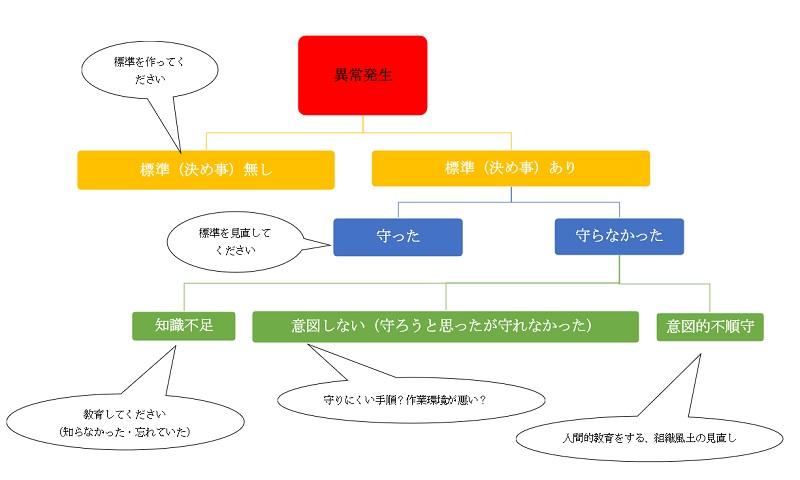
- 標準化のメリット: 以前お話しした「設計標準を作るメリット」にも繋がりますが、標準的な金型に合わせた設計を行うことで、機械のポテンシャルを最大限に引き出し、最速での加工が可能になります。
3. 「穴位置」と「曲げ線」の距離を最適化する
曲げ線のすぐ近くに穴がある設計は、曲げ加工時に穴が引っ張られて変形(伸び)してしまいます。これを防ぐために現場では「逃がし穴」を追加したり、後から穴をあけたりといった余分な手間をかけています。
- 変形を防ぐ設計: 板厚に応じた「穴と曲げ線の最小距離」を設計ルールとして守るだけで、不良率が下がり、現場の修正作業を根絶できます。
- 歩留まりの改善: 無理のない設計は、材料のネスティング(配置)の自由度も高め、材料の無駄(歩留まり)を抑えることにも繋がります。
まとめ:VA/VEは「現場と顧客」への最高のサービス
VA/VEとは、単なる手抜きではなく、「より賢く、より合理的に作る」ための知恵です。 設計者が現場の加工限界や得意・不得意を知り、図面を最適化すること。それが現場の「歩数」を減らし、顧客には「適正価格」を、自社には「正当な利益」をもたらす、最強の経営戦略となるのです。








 モノづくりが好きです。モノづくりに関する記事を紹介します
モノづくりが好きです。モノづくりに関する記事を紹介します